
联系我们
-
深圳市金康兴科技有限公司
电话:18018715007
网址:www.goldenmedik.com
办公地址:深圳市宝安区松岗街道红星社区松新路19号1楼
产品展开主要目的是获得产品在没有成型之前所需材料尺寸,目前所有产品展开计算公式都为经验总结获得。所以,不管是哪个公司、哪个公式都不可能做到百分百准确。
展开基本计算公式:
产品尺寸=料内+料内+补偿款
注:料内指材料靠近折弯两侧直段长度

折弯件
从上述公式可以发现,其实展开就是计算补偿量。
通过实际案例可以发现,材料在折弯后,靠近折弯内侧材料被压缩(出现堆料),靠近折弯外侧被拉伸(出现龟裂)。而在材料拉伸于压缩中间某个位置材料处于不变状态,我们将这个位置称为“中性层”。
实际可以理解为补偿量长度就是中性层长度。中性层在什么位置?究竟该如何确定呢?

折弯件
中性层位置实际并不存在,只是我们人为想象出来用来表达位置而已,每个公司对中性层位置确定都不太一样,我们来看看富士康是如何计算的。
L=[A-T*tan(α/2)]+[B-T*tan(α/2)]+T/3*α
α:单位为rad
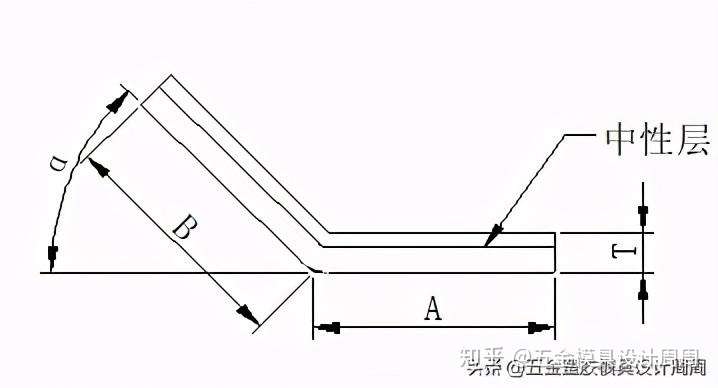
折弯匹配图
实际,总结起来就是材料内侧圆弧向外偏移T/3即可。这就是对于折弯角度非90°、折弯内R非尖角计算公式。
为了让大家直接使用计算方式,小编将以最简化公式给大家进行分析,如下图:
折弯内R=0
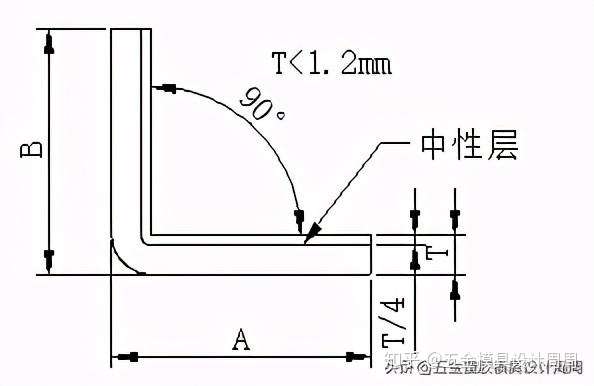
补偿量:0.4T
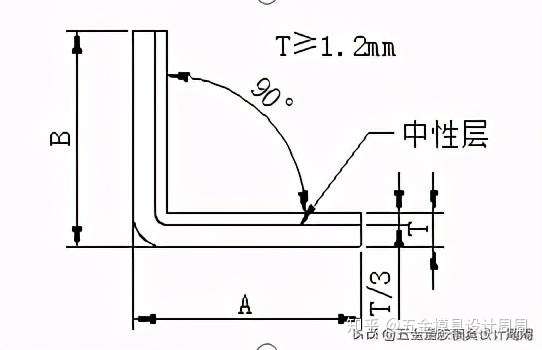
补偿量:0.5T
折弯内R≠0
R≥5T时: λ=T/2
1T≤R<5T λ=T/3
0<R<T λ=T/4
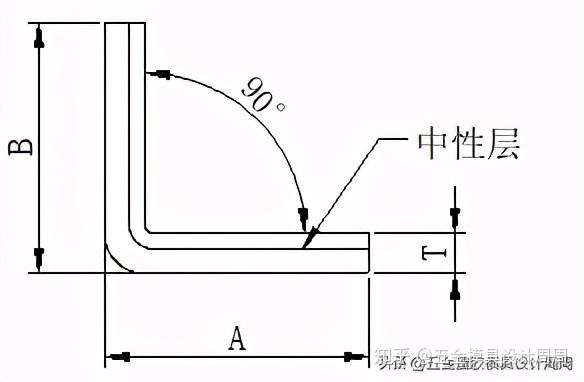
带内R
Z折展开方式及折弯结构选择,折弯次数确定依据:
(1)、当C≥5时,一般分两次成型,按两个90°折弯计算(需考虑折弯冲头强度),公式如下:
L=A-T+C+B+2K
(2)、当3T<C<5时(一次成型),公式如下:
L=A-T+C+B+K
(3)、当C≤3T时(一次成型),公式如下:
L=A-T+C+B+K/2
注:K表示补偿量数值
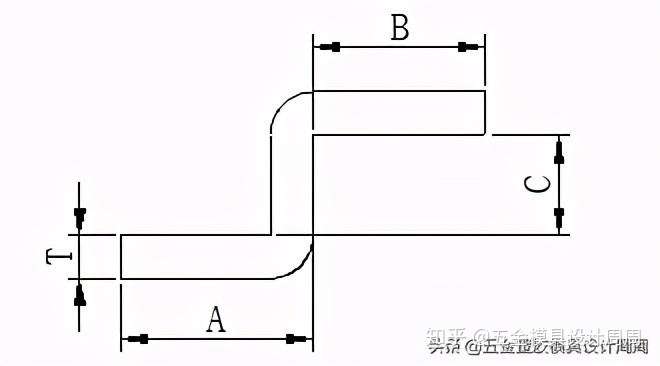
Z折计算公式示意图
小编从事2D模具设计多年,心里非常清楚。上述这些东西并非高深技术,全网已经有类似文字,但是并没有实际操作。光看文章与公式是无法理解的,所以已经录制了相关展开实战视频供大家学习